 十二年产地经历英文
重感情镀锌格栅板物质探讨
十二年产地经历英文
重感情镀锌格栅板物质探讨
天下2询问做事德律风
13131862005
十二年产地经历英文
重感情镀锌格栅板物质探讨
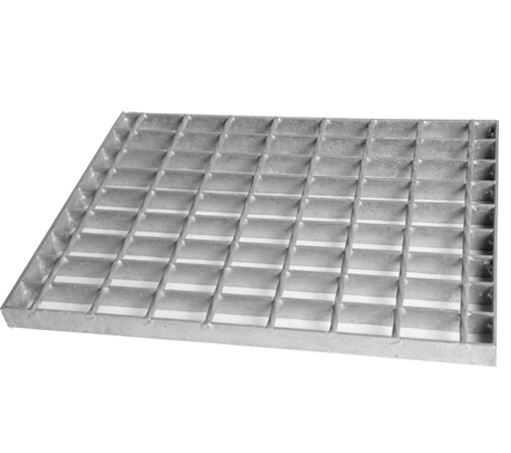


镀锌焊接格栅焊接注重
2、镀锌焊接格栅的焊接优先接纳压力电阻焊,也可接纳电弧焊。
3、镀锌焊接格栅的压锁可接纳压力机将横杆压入负载扁钢将其牢固。
4、镀锌焊接格栅应按照用户的须要,加工成各类尺寸的外形。
5、负载扁钢的间距和横杆的间距可由供需方按照设想请求肯定。作财产平台,倡议负载扁钢的间距不得大于40mm,横杆间距不得大于165mm。
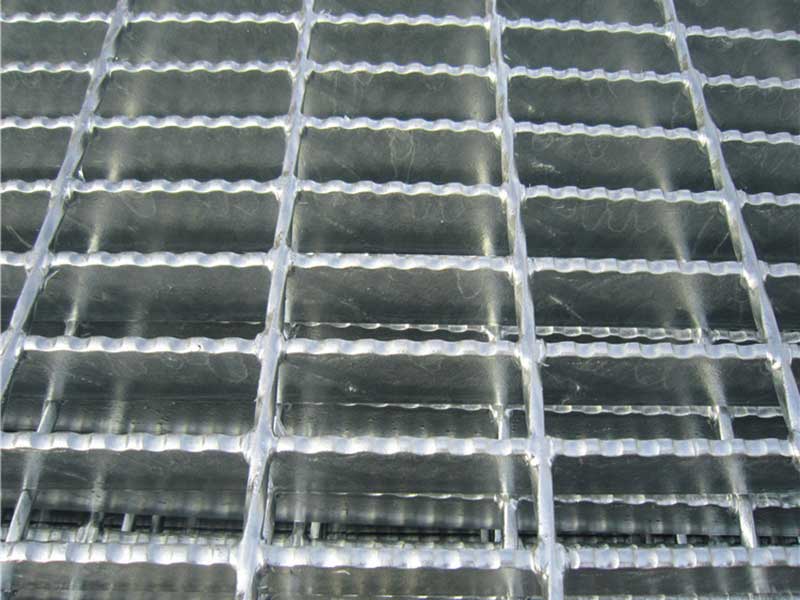
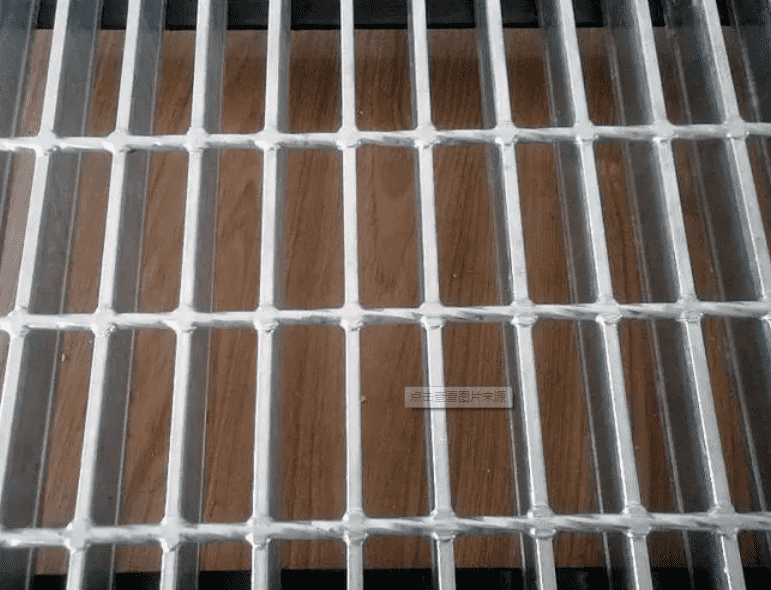
在负载扁钢的端头,应利用与负载扁钢同规格的扁钢停止包边。在出格利用的场所,可利用型钢或间接用挡边板包边,但包边板的截面积不得小于负载扁钢的截面积。包边接纳焊高不小于负载扁钢厚度的单面贴角焊,焊缝长度不得小于负载扁钢厚度的4倍。在包边板不蒙受荷载的环境下,许可距离4根负载扁钢焊接一处,但间距不得大于150mm。在包边板蒙受荷载的环境下,不许可距离焊接,并且必须满焊。楼梯踏步板的端边板必须单面满焊。与负载扁钢同向的包边板,必须与每根横杆焊接。镀锌焊接格栅中的暗语、开孔即是或大于180mm的,应作包边处置。楼梯踏步板若有前沿包边护板,必须贯串全部踏步。镀锌焊接格栅的负载扁钢,可接纳立体扁钢、I型扁钢或纵剪带钢。镀锌焊接格栅的负载扁钢,能够带有齿型,以增添镀锌焊接格栅的防滑力,齿型尺寸如图2所示。在每100mm内不能少于5齿。齿型尺寸平台上的镀锌焊接格栅的**小宽度不得小于300mm。

 扫扫后,存眷大家
扫扫后,存眷大家
 【楼梯踏步钢防雨百叶窗板厂】防雨百叶窗板上漆不总值的由来
2023-06-19
【楼梯踏步钢防雨百叶窗板厂】防雨百叶窗板上漆不总值的由来
2023-06-19
 【台阶钢格珊板制造商】信息公开立体车库钢格的装制和搭配
2023-06-19
【台阶钢格珊板制造商】信息公开立体车库钢格的装制和搭配
2023-06-19
 石油钢防雨百叶板厂商-石油钢防雨百叶板发生的修护行为
2023-06-14
石油钢防雨百叶板厂商-石油钢防雨百叶板发生的修护行为
2023-06-14
